Additive Manufacturing (AM) applied to the production of metal components by the melting of metal powders rely on expensive and lengthy methods. Well established technologies using Electron Beam (EBM) and Selective Laser Melting (SLM) currently steer a single or a limited number of beams to raster scan a bed of powder. These methodologies are relatively slow and expensive compared to conventional manufacturing techniques. They have limited production rates for obtaining high density, and high quality, functional components. Even though they are continuously increasing their performance they can only offer an increased throughput at a high cost, requiring multi-stage and post-processing operations. As an alternative, the simultaneous use of multiple laser beams can increase productivity, and reduce some of the issues found during processing of metal powders.
StudentSupervisor |
Advisor |
Project Overivew
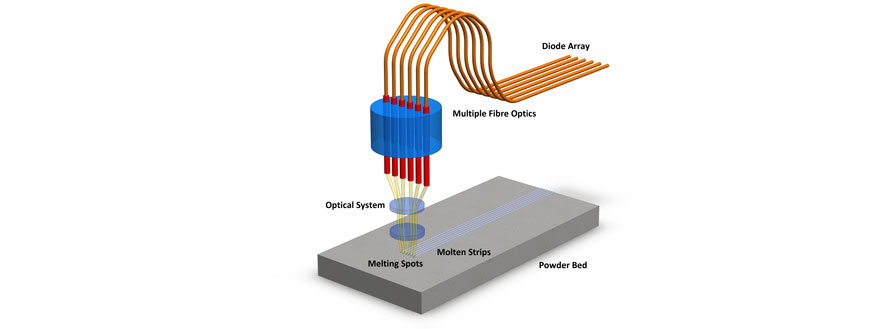
The potential of using an array of energy sources can offer a solution for scaling up AM platforms1 while tackling the limitations found on SLM and EBM systems. They introduce some advantages to the process: their energy efficiencies can be higher - up to 80%2 -, the material of some lasers sources can be doped so it generates a wavelength which better matches the absorptivity of the powder3 and are scalable. In addition, the energy can be delivered gradually, enabling heating until melting followed by annealing, all done by individually controlling each one of the beams. This utilization and control of more than one beam has already shown benefits on systems using multiple galvo-scanners, while processing in series. They show an increase in productivity, with reductions in thermal gradients4,5 which correlate with reductions in thermal stress, otherwise induced by an abrupt melting from a single spot typical of conventional SLM systems6,7. The most significant drawbacks of processing with a single spot, or multiple beams not operating in series are the increase of spatter due to an increase in recoil pressure, prompting the formation of voids, with a further reduction of mechanical properties like tensile strength and fatigue strength8. Some concepts have been developed using a row of scanners9, but they all require precision positioning resulting in an increase of the cost of the machine. An array of lasers can overcome this drawbacks by providing a compact, multiple source of beams with refined control of the power. This approach has been applied at a research level using a Diode Area Melting (DAM) system10, and an expensive, optically addressable light valve made by a sheet of multiplexed ~5 kW, 20 ms laser diodes coupled to a ~1 MW, 7 ns pulse, Q-switched laser11. A commercial system using a single diode laser has been introduced in the market12 which operates with a multiple diode concept using a selective area mask with a polarized LCD13. However, it seems that these systems don’t have the capabilities for the fine and individual control of the lasers, hence no significant processing parameters have been evaluated for their application into an array of lasers.
Aims
This project aims to develop a greater understanding of the variables involved in the melting of metallic powder by a multiple array of lasers. This understanding can offer a scalable solution, potentially avoiding the need for beam steering and leading into new concepts for machine design which can be applied to a commercial platform. The number of beams can scale up the productivity and offer a low-cost application without sacrificing the quality of the melt by operating a more efficient energy beam source, such as an array of low power laser diodes with high wall plug efficiencies. They can potentially eliminate the need for preheating or stress relieving required for EBM, and benefit from tuning the active material used in the diodes which can be matched to near the peak absorption wavelength of the powder.

Current work
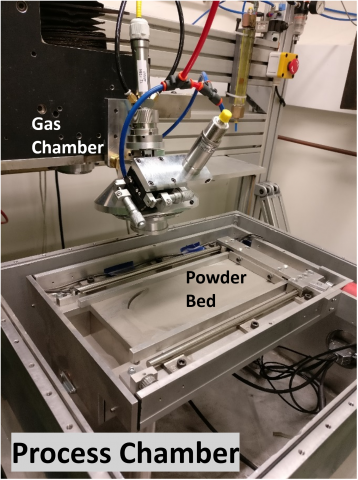
A novel chamber has been developed to produce an inert atmosphere during processing and the current work involves exploring new melting strategies for Titanium and Stainless Steel alloys. By using fine control of laser energy delivery, we are developing a greater understanding of the influence of pre-heating prior melting, benefits on the production rates, residual stress, and microstructure. This understanding comes from the large number of experiments that have been carried out and the effective use of advance metrology techniques to evaluate the samples using x-ray computer tomography and interferometric methods.
Future work
The future work includes the correlation of the variables involved in the processing of Titanium alloy Ti6Al4 using multiple laser beams. This will require the use of a powerful software for statistical analysis and simulation, which in combination with the results obtained from the experiments will enable the mapping of regions of continuous melting. The parameters influencing these regions will then be optimized in an attempt to reach higher production rates, best quality and high densities. A further task will include several modifications to the system for processing Titanium alloys using a novel atmospheric controlled chamber at the top of a bi-directional set of stages, fully controlled with our proprietary software. Finally, the work will target the validation of the technology for its application into a commercial platform.
 |
 |
 |
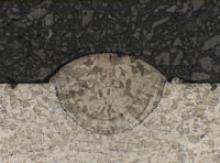
Cross section of a single line of Stainless steel SS316 Austenitic Structure |
Top view of single lines produced from Titanium alloy powder: Ti6Al4V |
Cuboids made of Titanium alloy powder Ti6Al4V using multiple laser beams |
- C. Hinke, S. Merkt, F. Eibl, J. Schrage, and S. Bremen, ‘Additive manufacturing: perspectives for diode lasers’, in 2015 IEEE High Power Diode Lasers and Systems Conference (HPD), 2015, pp. 39–40.
- A. Simchi, ‘Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features’, Mater. Sci. Eng. A, vol. 428, no. 1–2, pp. 148–158, Jul. 2006.
- G. S. Sokolovskii et al., ‘Superfocusing of mutimode semiconductor lasers and light-emitting diodes’, Tech. Phys. Lett., vol. 38, no. 5, pp. 402–404, May 2012.
- T. Heeling and K. Wegener, ‘Computational Investigation of Synchronized Multibeam Strategies for the Selective Laser Melting Process’, Phys. Procedia, vol. 83, pp. 899–908, 2016.
- T. Heeling, I. Zimmermann, and K. Wegener, ‘Multi-Beam Strategies for the Optimization of the Selective Laser Melting Process’, 2016.
- H. Pohl, A. Simchi, M. Issa, and H. C. Dias, ‘Thermal stresses in direct metal laser sintering’, in Proceedings of the 12th Solid Freeform Fabrication Symposium, Austin, TX, 2001.
- J. P. Kruth, L. Froyen, J. Van Vaerenbergh, P. Mercelis, M. Rombouts, and B. Lauwers, ‘Selective laser melting of iron-based powder’, J. Mater. Process. Technol., vol. 149, no. 1–3, pp. 616–622, Jun. 2004.
- M. Taheri Andani, R. Dehghani, M. R. Karamooz-Ravari, R. Mirzaeifar, and J. Ni, ‘Spatter formation in selective laser melting process using multi-laser technology’, Mater. Des., vol. 131, pp. 460–469, Oct. 2017.
- D. B. Miller, J. Bucklew, and K. Enloe, ‘High Density Galvo Housing for use With Multiple Laser Beams.pdf’, US2015144608A1.
- M. Zavala-Arredondo et al., ‘Laser diode area melting for high speed additive manufacturing of metallic components’, Mater. Des., vol. 117, pp. 305–315, Mar. 2017.
- M. J. Matthews et al., ‘Diode-based additive manufacturing of metals using an optically-addressable light valve’, Opt. Express, vol. 25, no. 10, p. 11788, May 2017.
- S. Hengesbach et al., ‘Brightness and average power as driver for advancements in diode lasers and their applications’, 2015, p. 93480B.
- B. S. El-dasher, A. Bayramian, J. A. Demuth, J. C. Farmer, and S. G. Torres, System And Method For High Power Diode Based Additive Manufacturing. Google Patents, 2016.